ミルシート(鋼材検査証明書)の 用途や見方、内容を解説します!vol.2
- 特殊鋼コラム
- 製品情報
いつもクマガイブログを購読いただきありがとうございます。
絶賛閲覧記事ランキング上位に入っておりますミルシートの解説コラム。
Vol.1ではミルシートの記載内容や保証内容、実績や化学成分などを解説いたしました。
今回は、機械的性質の記載内容や管理手法についてご紹介いたします。
目次
- ミルシートの機械的性質記載
- 効率的な管理手法
- ミルシート管理システム(MSS)のご紹介
ミルシートの機械的性質記載について
機械試験の主なものは『引張試験』と『衝撃試験』です。
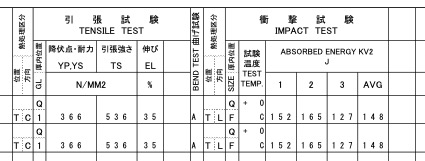
ミルシートの記載例を図3に示します。まず引張試験についてですが、冒頭に試験片の採取位置についての記載がある場合があります。
鋼板の先端で採取したか?後端で採取したか?を記載しています。
使用者にとってこれ自体はあまり有用な情報ではありません。ただ、規格によっては両端で試験する必要があるものがあり区別が必要になります。
また、試験片の採取方向についての記載があります。試験方向は衝撃試験など方向が規格で規定されたものもありますが、引張試験は圧延方向か圧延直角方向どちらでもいいことも多いため明示しています。
ボイラ・圧力容器用の規格では、圧延方向と直角方向が指定されており、規格通り試験していることを明示することになります。また、厚内位置(板厚方向の採取位置)について記載されている場合があります。これも規格で位置を決められているのが普通ですが、引張試験では全厚で引っ張ってもいいし、板厚の1/4の位置から採取してもいい場合があり明示されます。
板厚の1/4から採取する場合は、通常丸棒の試験片形状になります。さらに、引張試験の標点距離(GL)を記載しています。これは、試験片形状(丸型か平型か)あるいは標点距離によって、伸びの絶対値が異なってくるためです。
試験片形状を考慮しないで、伸びの数値だけを比較してもあまり意味がありません。試験片によって伸びの規定値も変わってきます。これらの表記は通常、英数字で表され、それぞれがどのようなことを意味するかは、欄外のNOTESに記載されています。
図3の例では、位置Tは圧延先端、方向Cは圧延直角方向、厚内Qは板厚の1/4、GL 1は丸型のGL 50mmを意味します(欄外のNOTEは省略)。その条件での結果で、降伏点又は耐力が366N/㎜2、引張強さが536 N/㎜2、伸びが35%ということになります。
降伏点か耐力かは、明示されない場合が多いと思います。耐力が規定される規格もありますが、降伏点が生じる場合は降伏点、生じない場合は耐力が採用されるのが一般的です。
シャルピー衝撃試験も見方は引張試験とほぼ同様ですが、方向や板厚位置のほかに、試験温度も記載されます。
試験方向や試験温度は協定によって、変えても許される場合があるためだと思います。試験方向は、圧延方向と規定される場合が多いです。試験結果として3本の個々の吸収エネルギーの数値と平均値が記載されます。
例えばJIS G3106では、組試験であるシャルピー衝撃試験は3本の平均値の最低値しか載っていませんが、よく読むとJIS G0404を引用しており、平均が上回っていても個々の値が規定値の70%を下回った場合は追加試験をしないといけない規定があるからだと思われます。
図3の例では、位置Tは圧延先端、方向Lは圧延方向、厚内Qは板厚の1/4、SIZE Fは10mm角、試験温度0℃を意味します(欄外のNOTEは省略)。その条件での結果で、152J / 165J / 127Jが個々の3点の試験結果で、148Jが3個の平均値になります。
曲げ試験は省略されることも多いのですが、試験される場合は結果が合格を表す「A」などの文字で表されることが多いです。
これも欄外のNOTESに「A」はAcceptable=合格を表すなどの注釈がなされます。試験方向は指定のない場合が多く、その際は圧延直角方向に試験片を採取するのが普通のようです。
他に熱処理後の試験結果、その他機械試験結果が記載されることがあります。
また機械試験ではありませんが、寸法検査や外観試験結果が合格であることも記載されたりします。この表記はミルシートの片隅に小さく記載されたりしていますので、見つけてみてください。
なお、今回記載例として載せたものは説明のための架空の数字です。成分と機械試験の関連などもありません。
以上、ミルシートについて書いてきました。
規格内容によって記載項目も変化しますし、ミルごとにフォーマットもバラバラです。
普段はあまり詳細に見ることもないかもしれませんが、いろいろな情報が詰まった証明書なので、たまにはじっくり見てみてはいかがでしょうか。
効率的な管理手法について
ここからミルシートの管理や保管方法についてご紹介します。
DXなどデジタルを活用した効率アップが盛んになっておりますが、まだまだアナログ(紙やFAX)でのやり取りが残っているのではないでしょうか。
各社のルールや顧客との取り決めによって変え難い事情もあるかと思いますが、アナログによるデメリットとして以下のようなことが挙げられます。
アナログ(紙やFAX)でのデメリット
- 保管方法のルール整備と順守が必要(属人化してしまう)
- 保管場所が増える。
- ミルシートの検索に膨大な時間が発生する
- 1ヶ所でしか閲覧できない(都度コピーして送付する必要がある)
などなど枚挙にいとまがありません。。。
企業によっては原紙受領後にスキャンしてデジタル保管をしているところもあるようですが、データの共有や検索性が“良くはなく”ほぼアナログ(紙管理)に近い手間をかけているところもあるようです。
また、ようやくメールなどで取得できるようになってもそのファイルが『画像ファイル状態』になっており、製品番号などドキュメント内のテキスト情報が検索できない。。。なんてことも多々あるようです。
ミルシートをデジタル管理するシステムを作りました。
紙やFAX、画像データでしか提供されないこともあるミルシート。
パッケージソフトなどはあるものの初期費用もランニングコストも高額で、導入までに時間がかかる。。。
クマガイではそんな課題を解決するために『早く』『安く』『カンタン』をキーワードに、自社でシステムを開発し絶賛フル稼働させております。
ミルシート受領から保管、提供までのイメージ(MSS導入前後)
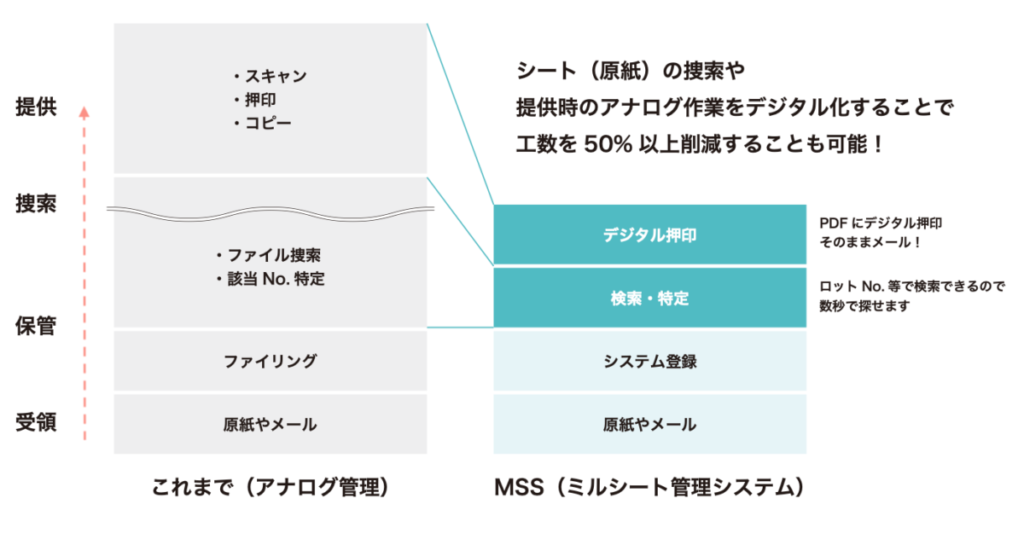
左はアナログ管理、右はデジタル管理の工程とそれに必要な工数をイメージにした図です。
受領と保管までの工数には違いはありませんが、ミルシートの検索性や共有時には圧倒的な差が発生します。
製品ナンバーはもちろん、自社独自のロットナンバーや受注ナンバーなど任意の情報もセットにして登録しているので検索性が格段に上がり、ネット経由なので複数人でのデータの共有もカンタンです。
ちなみに、OCR処理によるデータ化もセットで実施しておりますが、やはり読み取り精度100%はなかなか難しいのが現状です。(フォーマットもばらばらで、文字の小ささなども影響)
業界の生産性向上のために
当社では、お客様はもちろん同業者様にもミルシートの管理やデジタル化全般に課題をお持ちの方へこのシステム(ミルシート管理システム:通称MSS)をご提供しています。
なにはともあれ、『早く』『安く』『カンタン』をキーワードにしております。最短で2週間での導入も可能です。
リモートワークが当たり前の時代、デジタル化のきっかけに。まずはミルシートから検討してみてはいかがでしょうか。ぜひお気軽にお問い合わせください。
クマガイの現場から生まれた、ミルシートの管理・検索に特化したシステム
鋼材や加工についてお悩みがあれば
お気軽にお問い合わせください
CONTACT.01
お見積り依頼
定尺や切板のお見積りはもちろんお手持ちのCAD図面や資料を元にお見積もりも可能です。
CONTACT.02
鋼材なんでも相談BOX
メール・電話・Web会議で、
特殊鋼や加工のことにお応えします。
FAQ
よくあるご質問
過去にいただいた様々なお問い合わせやよくあるご質問を掲載しています。