厚鋼板の溶接性とは?Ceq・PCMの違い、予熱条件、割れ対策、鋼材選定まで実務解説【計算式付き】
- 会社情報
- 特殊鋼コラム
- 鋼材知識
- ABREX
- SB
- WEL-TEN
- ステンレス
厚鋼板の溶接性を実務目線で解説。Ceq・PCM・CENの違い、予熱温度の考え方、低温割れ・ラメラテア対策、TMCP鋼や予熱低減鋼の選定ポイントまで、計算式付きで体系的に整理しています。
目次
執筆・監修者
熊谷憧一郎(くまがい しょういちろう)
クマガイ特殊鋼株式会社 代表取締役社長。1977年生まれ、愛知県出身、成蹊大学経済学部卒業。2000年に大手総合商社へ入社し、ステンレス鋼材の販売に4年間従事。その後、現在の会社に入社し営業・加工技術の実務経験を積み、2013年より現職。特殊鋼販売技師の資格を有し、特殊鋼材の販売・加工に一貫して携わる。
1.厚鋼板の溶接性とは?定義・重要性・薄板との違い
厚鋼板の溶接性とは、単に「溶接できるか」ではなく、以下の3要素で評価されます。
- 施工性:適切な条件で安定して溶接できるか
- 健全性:割れや欠陥が発生しないか
- 性能:溶接後も必要な強度・靭性を満たす
厚鋼板では特に以下が支配的です
- 拘束度が高い → 応力が蓄積
- 板厚が大きい → 温度勾配が大きい
- 水素が残留しやすい
厚鋼板ではこれらのバランスが崩れやすく、「割れやすい材料」になります。
2.厚鋼板の溶接で発生する割れ・欠陥の原因(低温割れ・ラメラテアなど)
2-1.低温割れ(遅れ割れ)の発生メカニズム
低温割れは、溶接後数時間〜数日後に発生する割れで、以下の3要素が重なることで発生します。
- 拡散性水素
- 高い引張応力(拘束)
- 硬化組織(マルテンサイトなど)
厚鋼板では拘束が強いため応力が蓄積しやすく、この3条件が成立しやすいのが特徴です。
この詳細については、後述します。
2-2.ラメラテアとは?発生条件と対策
ラメラテアは、十字継手、T継手などで板厚方向(Z方向)に引っ張られた時に、板厚方向に発生する層状割れです。
- MnSなどの介在物が原因
- 板厚方向(Z方向)応力で発生
- T継手・十字継手で発生しやすい
圧延中に延伸したMnSなどの介在物が層状に存在している状態で板厚方向に引っ張られると、MnSの強度が低いために引き裂かれそれがつながって割れる現象です。
製鋼技術の進歩で鋼中のS含有量が減ったため、過去よりは起こりにくくなっていますが、それでも条件によって発生します。
対策:
- 低Sの鋼材選択
- 厚さ方向特性保証材(JIS G3199):Z方向絞り値を保証(ex. Z35)
- 応力分散設計:板厚方向の過大応力を避ける
2-3.高温割れ・HAZ脆化のリスク
溶接割れの1種である高温割れは凝固時および溶接後の冷却中に発生するものです。主な事象は凝固割れと呼ばれるもので、母材からの冷却で凝固した柱状晶が最後に固まる領域で収縮歪に耐えられず割れるものです。PやSなどの不純物が悪影響するので、母材、溶接材料ともこの低減は効果があります。
また、溶接部では、溶着金属と母材の境界部分(FL)で、母材が溶融する直前の温度域まで加熱されるので、その部分の結晶粒が粗大化するとともに急冷で硬化し、靭性低下が起こります。この部分を溶接熱影響部(HAZ)の粗粒域といいます。
溶接構造用鋼や造船材などの各種鋼材は、ある程度溶接条件を想定して製造されていますが、想定を超えるような条件で溶接すると靭性が担保できないということもありますので、入熱管理などは重要です。
3.厚鋼板の溶接性評価|Ceq・PCMとは?違いと使い分け
3-1.炭素当量(Ceq)とは?計算式と目安
炭素当量(Ceq)は、鋼の硬化性や割れ感受性を示す代表的な指標です。炭素以外の元素を炭素に換算するとどの程度寄与するかを表したものです。
代表的なIIW式:

日本国内で使われるJIS式:

両式は多少各元素の係数が違いますが、合金添加量も多くない一般鋼では計算結果にそれほど大きな差は生じません。
Ceqが高い程、硬化組織が生成しやすく、低温割れのリスクが増加します。
一般的な目安:
- • Ceq ≤ 0.38:溶接性良好
- • Ceq > 0.45:予熱・管理が必要
3-2.溶接割れ感受性組成PCMとは?Ceqとの違いは?
PCMは溶接割れ感受性組成と呼ばれるもので、低炭素鋼や高強度鋼の評価に適した指標で、水素割れ感受性をより正確に反映します。CeqはHAZの硬化性をもとにしているのに対して、PCMは割れ試験データにもとづく指標です。PCMの方が後から出てきた指標で溶接割れに対してはより精度が高いとも言えます。

【使い分けのポイント】
- 一般構造用鋼、C>0.15、溶接後緩冷(高温予熱):Ceq
- • 高強度鋼、C≦0.15、溶接後急冷(小入熱、厚手):PCM
ただし、本来これらを使い分けるというよりも異なる指標として見た方がいいのかもしれません。これらを共通化して統一的に見たものが、次項のCENという指標になります。
3-3.改良した炭素当量式CEN
PCMは炭素量の高いところで合わなくなることがあるので、炭素量が高い場合にはCeqに近くなるように補正した式がCEN式1),2)になります。進化系ともいえるものです。


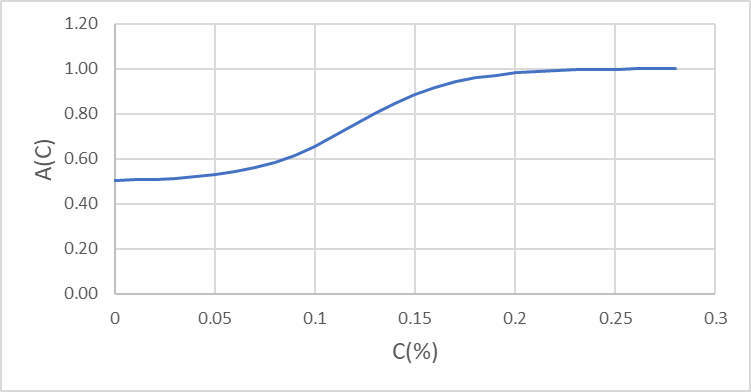
ここで、A(C)は下図のように炭素量が低いと0.5に近づき、大きいと1になる関数です。
低炭素ではPCMに近く、0.15以上の高炭素ではCeqに近くなります。
CENはCeq、PCMほどメジャーではありませんが、この式を使えば広い成分範囲をカバーでき、専門家には活用されています。
1) N.Yurioka, H.Suzuki:Welding Journal 62-6(1983),147-153
2) 百合岡、糟谷:溶接学会論文集 13-3(1995),347-357
3-4.予熱温度の決め方|板厚・炭素当量・水素量との関係
Ceq、PCM、CENは予熱温度や施工条件の決定指標として活用されます。
すなわち、どれほど溶接部が割れやすい成分の鋼材かを把握し、それに対する対策を講じることになります。
予熱は低温割れ防止の最も有効な手段の一つです。溶接前に鋼材を温めておくことで下記の効果があります。
- 冷却速度の低減:母材が温かいため、溶接後の抜熱が少なくなることによる
- 水素の拡散促進:600℃以下の滞留時間が長くなりその間に水素が放出される
- 硬化組織の抑制:高温からの冷却速度が遅くなることによる
予熱温度の決定には下記の要因が寄与します
- Ceq、PCM、CEN:鋼材成分に起因する割れやすさ
- 板厚:厚い方が溶接後の冷却速度が大、拘束度も大
- 拘束度:溶接周りの構造が強固なほど拘束が大きく割れを助長
- 溶接入熱:小さすぎると急冷による硬化、残留水素多
- 溶接材料の水素量:溶接の際に吸収される拡散性水素が割れを助長
これらの要因を考慮した「必要予熱温度の推定」には、主に2つの方法があります。
●ひとつは、PCMを利用した下記式によるものです(拘束度は400tとした)。

●もうひとつは、(一社)日本溶接協会が提供している、計算ツールです。これはCENをベースに予熱温度を計算しているもので大変便利です。
下記に当該箇所のリンクを貼っておきますので、ご利用ください。このブログで最も強調したいことの1つはこのツールを活用してもらうことです。
溶接条件なども入れないといけませんが、実務にあった予熱温度が計算できます。
一般社団法人 日本溶接協会 溶接情報センターhttps://www-it.jwes.or.jp/weld_simulator/cal4.jsp
色々な条件で計算してみると、興味深い結果が見えてきます。
3-5.溶接性の評価方法
溶接性の評価方法としてJIS Z3158の「y形溶接割れ試験方法」というものがあります。周りを拘束した状態で、ビードを置き、予熱温度によりHAZ部の割れが発生するかどうかを評価するものです。何度の予熱をすれば割れを回避できたかを直接確認できるのですが、かなり大変な試験になります。
この試験結果をもとに色々な溶接条件に対しても計算できるようにしたものが、前項のツールですので試験をしなくても、非常に簡便でお勧めです。
他にもJIS Z3101「溶接熱影響部の最高硬さ試験方法」、JIS Z3115「溶接熱影響部のテーパかたさ試験方法」などもありますが、ここまで確認する例は限られると思います。
4.厚鋼板に適した鋼材選択のポイント
4-1.強度と溶接性のバランス
強度・板厚と溶接性の関係は単純には以下のようになります。
- 強度↑ ⇒ 合金↑ ⇒ 溶接性↓
- 板厚↑ ⇒ 合金↑ ⇒ 溶接性↓
一般に、軟鋼(40キロ鋼)に比べ、50キロ鋼以上の高張力になると強度を出すため合金添加量が多くなり、溶接性が悪くなる傾向があります。また、板厚が厚くなる場合も同じように合金添加量が増え溶接性が悪くなります。
この事象に対し、鉄鋼メーカーでは溶接性も考慮して鋼材を製造しています。
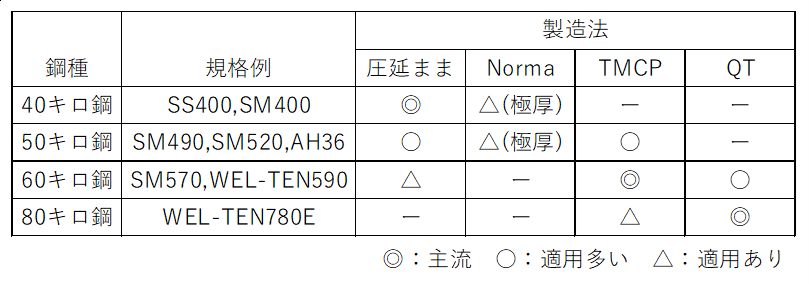
表1に強度レベルと製造法をまとめています。どのような製造法で、実績の成分がどのようになるかは、鉄鋼メーカーにより異なりますので、このあたりも認識して鋼材を選ぶことも必要です。
例えば、高張力鋼では、合金や熱処理で強度を上げる以外に、圧延とその後の冷却を制御して強度を上昇させるTMCPという手法があります。
靭性や溶接性が重視される造船用の50キロクラスでは、ほぼすべてTMCPです。造船材以外でも溶接性を重視する場合、TMCP鋼の指定やCeq・PCMの制限が可能です。
60キロ鋼も、TMCPで製造する方法が主流になっており、Ceq・PCMの上限を協定することが可能です。
表1 鋼材強度レベルと製造方法の関係(TMCP・QTの違い)
4-2.TMCP鋼のメリット
TMCPは前にも書いた通り、加熱温度・圧延温度・圧延後の冷却条件を制御して、低合金でも高強度・高靭性の鋼材を製造する方法です。TMCP鋼は以下の特長を持ちます。
- 低炭素で高強度、合金添加も少ない
- 優れた靭性
- 溶接性が良好(低Ceq・低PCM・低CEN)
50キロ、60キロクラスの厚鋼板用途では特に有効な選択肢です。
4-3.予熱低減鋼のメリット
予熱低減鋼として、PCMをより低いレベルに抑制した鋼材があります。
- 25mm<板厚≦40mm:PCM≦0.24%
- 40mm<板厚≦100mm:PCM≦0.22%
この鋼材の採用により、60キロ鋼や板厚が厚いところでも溶接作業負荷のかかる予熱をほぼなくすことができ、高強度・厚手材用途では特に有効な選択肢です。
4-4.大入熱溶接用鋼のメリット
SAWなどの溶接では、入熱を大きくして溶着金属を増やし、溶接の効率を上げる場合があります。この際、HAZの粗粒部などで靭性の低下を伴うことがあり、鉄鋼各社大入熱溶接用鋼という鋼材も持っています。
- 微細析出物制御によるHAZ粗粒域の粗大化抑制
- 微細析出物制御によるHAZ部の組織制御による靭性低下抑制
この鋼材の採用により、溶接パス数を減らし溶接効率を上げても、HAZ部の靭性低下を抑制することができます。
4-5.不純物元素(P・S・H・Snなど)の影響
鋼材には不純物元素が含まれ、これらの元素は溶接性にも悪影響を及ぼします。溶接金属部に対しては、溶接材料から入るものと、母材の希釈で入るものがあります。溶接HAZ部は母材の成分が直接影響します。
- P:粒界偏析しやすく、割れ感受性を増大。SR脆化。HAZ靭性低下。高温割れ助長。
- S:ラメラテアの要因。高温割れ誘発。
- H:遅れ割れの主要因。
- Sn:粒界偏析でSR脆化、靭性低下。
母材のP、Sは規格でも規制されていますが、かなり緩い規制になりますので鉄鋼各社はさらに低いレベルで管理しているのが実態です。使用している鉄鋼メーカーの実績は把握しておく必要があります。
Hは溶接部の割れに敏感に影響する元素です。薄手の鋼板ではほとんど残留していませんが、厚手鋼板では残留している場合があり割れの要因になることがあります。溶接時に浸入する水素に比べれば通常は少ないのですが助長する可能性はあります。
これらの不純物はなるべく低いものを選ぶことが好ましいです。
5.溶接施工条件と鋼材選定の関係
鋼材選定は溶接施工条件と密接に関連します。
- 予熱管理:溶接部近傍をCeq・PCM・CENから決定される予熱温度に確実に加熱
- 入熱管理:過大入熱はHAZ脆化を招く、過小入熱はHAZ硬化に伴う割れを招く
- 溶接方法:ESWは超大入熱、SAWは大入熱、MAG・MIG・SMAWは中小入熱
- 溶接材料:強度・靭性にマッチしたもの、拡散性水素量にも配慮
- 多層溶接:パス間温度は250℃以下、予熱温度以上に管理
いずれにせよ、鋼材の材質名だけにとらわれることなく、実際の鋼材に合った溶接条件の選択、あるいは、溶接条件に合った鋼材入手が重要です。
6.実務で使える溶接性評価と鋼材選定フロー
- 使用条件の整理(温度・応力・環境)
- 必要強度・靭性の設定
- 鋼材仕様の決定
- Ceq・PCM・CENによる溶接性評価
- 予熱条件の設定
- ミルシート確認(成分・機械特性)
- 溶接条件の決定
この一連の流れにより、トラブルを未然に防止できます。
3-4.項で紹介した必要予熱温度の計算もここで重要になってきます。入力する成分についてはミルシート値を参照ください。
ミルシートの見方については、下記に紹介しております。
ミルシート(鋼材検査証明書)の 用途や見方、内容を解説します! Vol.1 | ニュース・ブログ | 創業1913年 鋼板・鋼材の専門商社|クマガイ特殊鋼株式会社
7.実務で役立つ溶接性に対する留意点
これまでに紹介してきた通り、鋼材の成分は溶接性のポイントですが、それ以外にも溶接時の留意点は多くありますので、その一部を紹介します。
- 鋼材の表面:鋼材表面に錆防止のためプライマーが塗られていることがあります。これは溶接部のボイドなど欠陥の原因になりますので、表面を多く溶け込ませる隅肉溶接などでは事前に除去することが有効です。さびや油分の汚れなどは水素浸入の原因にもなりますので、同じように事前に除去します。
- 開先部:開先部をガス溶断などで切断した場合、ノロや剥離しやすいスケール(酸化物)は除去してください。
- 溶接材料:溶接材料から溶接部に浸入する水素は遅れ割れの大きな要因になります。手溶接棒やSAWのフラックスは溶材メーカーの推奨する乾燥条件を遵守することが重要ですし、低水素系の溶接材料を選定することも割れの防止につながります。
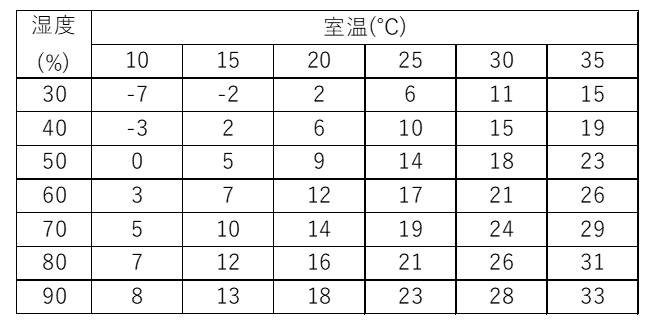
- 溶接環境:溶接場の気温、湿度、風速なども溶接品質に影響します。予熱が不要な条件だったとしても室温が5℃を下回るような場合は25℃程度まで予熱すべきです。湿度に関しても結露するような条件は避けないといけません。表2はMagnus近似式を用いて計算した、露点温度一覧表です。鋼材表面がこの温度+3℃(安全代)よりも低いと結露の懸念が大きくなるので、予熱が必要です。
【予熱必要条件:鋼材表面温度≦露点温度+3℃】
風はシールドガスを乱して、ブローホールなどの原因になるので、影響のある場合、溶接場を囲うなどの防風対策が必要です。
表2 室温・湿度に対する露点温度一覧(℃)
8.溶接部の検査
溶接部の検査については、用途によりいろいろな決まりがありそれに従う必要があります。事前に施工試験や技量試験が要求される場合もありますし、溶接後にも色々な非破壊検査が要求される場合もあります。
施工試験では継手引張(JIS Z3121)、継手シャルピー(JIS Z3128)、継手曲げ(JIS Z3122)、継手マクロなどが要求されます。
溶接後は、外観の目視検査や浸透探傷(PT)だけではなく、内部の割れや欠陥を判断するため超音波探傷(UT)、X線検査(RT)、磁粉探傷(MT)などが要求される場合もあります。
低温割れの多くは遅れ割れともいわれて、溶接直後ではなく時間が経って発生するため、溶接後最低24時間以上経ってから評価することが必要です。
9.溶接欠陥の対応策
溶接部の検査で不合格になるような事象については、その原因が何にあるかを評価しないといけません(溶接の技量不足、溶接施工要領書の不遵守、溶接条件と鋼材のアンマッチetc.)。
そのためには、使用鋼材、技量認定、施工記録、検査記録などがきちんと残されていることが重要です。
原因を排除するとともに、欠陥に対しては補修要領も決めておかなければいけません。欠陥の補修は、拘束が当初よりも厳しくなるため、溶接条件は厳格化する方向です。
10.まとめ|厚鋼板の溶接性と鋼材選択で失敗しないために
厚鋼板の溶接では、
- Ceq・PCM・CENによる溶接性の定量評価
- 適切な鋼材選定
- 施工条件との整合
この3点を統合的に検討することが重要です。
単なる材料選定ではなく、「材料 × 溶接 × 使用条件」の最適化こそが、品質確保とトラブル防止の鍵となります。
11.厚鋼板の溶接性に関するFAQ
Q1.厚鋼板の溶接性とは何ですか?
A1.厚鋼板の溶接性とは、「割れや欠陥を発生させず、所定の機械的性質を満たす溶接が可能な性質」を指します。特に厚鋼板では、合金成分・冷却速度・拘束応力・水素の影響が大きく、溶接条件管理が重要になります。
Q2.厚鋼板で溶接割れが発生しやすい理由は何ですか?
A2.主な理由は以下の4点です
- 強度・板厚増大による合金成分の上昇
- 板厚増大による冷却速度の上昇
- 構造拘束による残留応力の増大
- 拡散性水素の影響による低温割れ(遅れ割れ)
特に高強度鋼では、これらが複合して割れ感受性が高くなります。
Q3.80キロ鋼は予熱必須ですか?
A3.多くの場合予熱は必要ですが、下記のように必須でない場合もあります。
- • 板厚が薄い
- • 極低水素系の溶接材料を使用
- • 適切な溶接入熱
成分、溶接条件などから必要な予熱温度を計算し、判断することが必要です。
Q4.厚鋼板の溶接で予熱が必要な理由は?
A4.予熱は以下の目的で実施します
- 冷却速度の低減(硬化組織防止)
- 水素の拡散促進
- 残留応力の緩和
- 結露防止
結果として、低温割れ防止に最も効果的な対策となります。
Q5:炭素当量(Ceq)・溶接割れ感受性指数(PCM)と溶接性の関係は?
A5:いずれも高いほど溶接性は低下します。
- Ceq、PCMが高い → 硬化しやすい → 割れやすい
大まかに:
- Ceq ≦ 0.38 、PCM≦ 0.24 → 溶接性比較的良好
- Ceq > 0.45 、PCM > 0.27 → 予熱・管理が必須
あくまでも目安なので、中間範囲含めて、溶接性の評価は必要です。3-3項、3-4項などを参照ください。
Q6.炭素当量(Ceq)と溶接割れ感受性指数(PCM)の使い分けは?
A6.どちらも溶接性を表す指標ですが、Ceqが溶接部の硬化性を評価するのに対して、溶接割れの評価にはPCMの方がより直接的に使用できます。使い分けを記載するなら下記のようになります。
- Ceq:一般構造用鋼、C>0.15、溶接後緩冷(高温予熱)
- PCM:高強度鋼、C≦0.15、溶接後急冷(小入熱、厚手)
共通に使える炭素当量CENを利用するのも有効です。
Q7.厚鋼板の溶接で注意すべき環境条件は?
A7.以下が重要です
- 気温:5℃未満では特別管理(予熱など)
- 湿度:結露防止(露点管理)
- 風:ガスシールドの乱れ防止
特に重要な基準:
- 鋼材表面温度 ≦ 露点温度 +3℃ ⇒ 予熱必要
Q8.後熱と溶接後熱処理の違いは何ですか?
A8.後熱は予熱と対になる単語で、溶接が完了した直後に200~350℃に加熱し、溶接後の冷却速度を遅らせることにより、主には溶接部の遅れ割れ防止が目的です。
- 冷却速度の低減(硬化組織防止)
- 水素の拡散促進
一方で、溶接後熱処理は溶接後に550~650℃に保持するもので、主に溶接残留応力の除去を目的としたものです。JIS Z3700に「溶接後熱処理方法」として規定されています。「PWHT」という呼び方はこれにあたります
- 残留応力除去
- 硬化組織の安定化
- 熱影響部の靭性改善
後熱と溶接後熱処理は別なのですが、混同されることがあるので、正しい理解が必要です。
ついでに、PWHTと応力除去焼鈍(SR)も類似していますが、SRは溶接残留応力だけではなく、曲げや加工による残留応力の除去などの場合も含まれるのでより広義になります。
Q9.後熱するのはどんな場合ですか?
A9.後熱まで要求されることは溶接構造用鋼では少ないのですが、炭素量や合金の多い機械構造用鋼(S50C、SCM440、SNCM439…)などでは必要になる場合があります。これらはもともと溶接を前提にした鋼材ではないため、割れ感受性が高くなっています。必要な予熱温度が高くなりすぎたり、予熱だけでは水素が逃げ切らず拘束も大きい場合など、追加施策として後熱が選ばれます。
Q10.厚鋼板の溶接品質を安定させるポイントは?
A10.重要ポイントは以下です:
- 適切な予熱・後熱管理
- 入熱・パス間温度管理
- 水素管理(乾燥・保管)
- 環境管理(露点・風)
最後に
厚鋼板の溶接および特殊鋼板の溶接において、多くの要素を総合的に検討する必要があります。
特に高強度鋼や厚板では、同じ規格材であっても製造法や成分設計によって溶接性が大きく異なる場合があります。
弊社クマガイ特殊鋼では単なる鋼材販売だけでなく:
- 用途条件に応じた鋼材選定
- TMCP鋼・予熱低減鋼のご提案
- ミルシート値を踏まえた溶接性の確認
- 溶接施工条件を考慮した材料提案
など、豊富な経験・知見を踏まえ、実務目線でサポートさせていただきます。
是非お気軽にお問合せ、お見積り依頼いただければと思います。よろしくお願いいたします。
鋼材や加工についてお悩みがあれば
お気軽にお問い合わせください
CONTACT.01
お見積り依頼
定尺や切板のお見積りはもちろんお手持ちのCAD図面や資料を元にお見積もりも可能です。
CONTACT.02
鋼材なんでも相談BOX
メール・電話・Web会議で、
特殊鋼や加工のことにお応えします。
FAQ
よくあるご質問
過去にいただいた様々なお問い合わせやよくあるご質問を掲載しています。