SCM440とは?|機械構造用合金鋼の選び方と鋼種選定【設計者向け完全ガイド】
- 会社情報
- 特殊鋼コラム
- S45C S50C
- SCM440

目次
執筆・監修者
熊谷憧一郎(くまがい しょういちろう)
クマガイ特殊鋼株式会社 代表取締役社長。1977年生まれ、愛知県出身、成蹊大学経済学部卒業。2000年に大手総合商社へ入社し、特殊鋼材の販売に4年間従事。その後、現在の会社に入社し営業・加工技術の実務経験を積み、2013年より現職。特殊鋼販売技師の資格を有し、また会社代表として特殊鋼販売技師や加工技師などのプロ社員集団を束ねる。
1.なぜ鋼種選定が難しいのか?
設計者が鋼種選定で悩む最大の理由は、
JIS規格が「性能の使い分け」を教えてくれない点にあります。
規格表には
- 種類、記号
- 化学成分の範囲
- 寸法の許容差
などは書いてありますが、設計者が知りたい「どういう性能に対してどの鋼材を使うか」「どういう寸法ならどの鋼材を使うか」などは一切書いてありません。
その結果、
- 「とりあえずSCM」
- 「前回と同じ鋼種」
- 「強い方を選んでおけば安心」
という思考停止の選定が起こります。
本記事では、
規格 → 性能 → 設計判断
の間をつなぐ考え方を解説することを目的とします。
設計段階での鋼種選びの参考にしていただければ幸いです。
2.SCM440など機械構造用鋼に求められる本当の性能とは
設計段階で最初に見るのは「引張強さ」ですが、機械構造用鋼は引張強さを保証していません。あくまでも、あるサイズのもの(φ25)を、ある熱処理条件で処理したら、この程度の降伏強さ、引張強さ、靭性、硬さになるでしょうという参考情報だけです。
これらの数値は、板厚や棒径あるいは表面からの距離が変われば、変わってくるものです。
設計者が本当に見るべき性能は:
- 静荷重:降伏強さ・引張強さ(肉厚方向の分布(プロファイル)を考慮)
- 動荷重:疲労強度
- 衝撃:靭性
- 偏差:肉厚方向の硬化性(焼入性に伴う断面硬さ分布)
などです。
特に、焼入性の違いによる肉厚方向の強度偏差は設計の重要なポイントになります。
3.機械構造用炭素鋼と機械構造用合金鋼の違いを設計目線で整理する
まず設計者が知るべき分岐点はここです。
3-1.炭素鋼S45Cで足りる条件
- 肉厚が薄い
- 応力が低い
- 焼入れ不要 or 表層のみ
- 疲労・衝撃が支配的でない
3-2.合金鋼が必要になる条件
- 肉厚が増える
- 全断面での強度確保が必要
- 調質で安定した強度が欲しい
- 疲労・靭性を重視する
3-3.炭素鋼と合金鋼の違いのポイント
例えば機械構造用炭素鋼S40Cと機械構造用合金鋼SCM440は、炭素量はほぼ0.40%で同じですが、これらには以下のような違いがあることがポイントになります。
- 焼入れ焼戻し後の硬さ:合金鋼の方が、合金による強度上昇で高い
- 内部までの焼入れ深さ:合金添加の方が、焼入性が高く、深くまで硬くなりやすい
- サイズが大きく冷却速度が遅い場合の硬さ:同じ形状で、ほぼ同じ冷却速度でも合金鋼の方が硬さ高い
- 焼入れ焼戻し後の靭性:合金鋼の方が組織安定し靭性良好
これらの特徴により、合金鋼は設計の余裕が生まれます。
焼きならしで使用する場合は、機械構造用炭素鋼(SC)が前提になりますが、焼入れ焼戻して使う場合は細径(例えばφ20以下)を除いて、機械構造用合金鋼が前提になります。
合金鋼同士での使い分けについては11項に記載します。
4.機械構造用合金鋼の合金元素はなにをもたらすか
― 合金鋼に使われる元素の意味を理解する
機械構造用合金鋼にはいろいろな合金が使用されますが、
合金元素の設計判断に効くポイントだけ押さえます。
- Cr:焼入性アップ → 肉厚対応
- Mo:焼入性アップの他、焼戻し後も強度・靭性が落ちにくい
- Mn:焼入性・強度補助・Cより靭性低下小
- Ni:靭性・焼入性(高コスト)
添加される合金はおおよそ以下のようになります。
- マンガン鋼(SMn):1.4%Mn
- クロム鋼(SCr):1%Cr
- クロムモリブデン鋼(SCM):1%Cr-0.2%Mo
- ニッケルクロムモリブデン鋼(SNCM):1.8%Ni-0.8%Cr-0.2%Mo
設計的には、
「この部品、中心までちゃんと硬くなっているか?」
これに答えるための知識が合金元素です。
5.「焼入性」で考える鋼種選定の第一歩
5-1.「焼入性」について知る
機械構造用合金鋼の鋼種選定で最も重要なのが焼入性を介した、実際の硬さ(強度)です。そのためにまずは、焼入性について紹介します。
焼入性については、一例として下記の式で表せます1)。
(焼入性にボロン(B)は微量で効果の大きい元素ですが、機械構造用合金鋼には含まれませんのでBがない場合の例です)
1)上野ら:鉄と鋼, 74(1988)1073
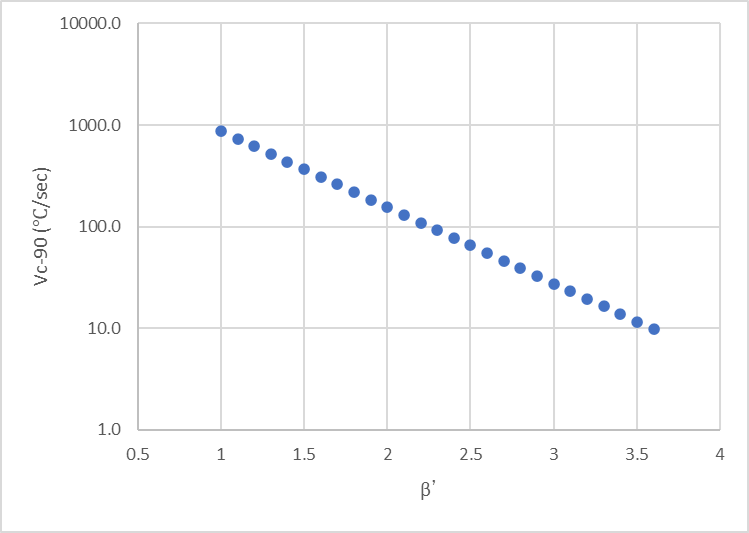
logVc-90=2.94-0.75(β‘-1)
β‘(%)=2.7C+0.4Si+1Mn+0.45Ni+0.8Cr+1Mo :Mn当量式
ここでVc-90(℃/sec)は90%マルテンサイト組織が得られる臨界冷却速度(ほぼ完全焼入れ)
この関係を図示したものが図1で合金が添加されてβ‘が大きくなるほど、臨界冷却速度が小さくてもマルテンサイト化しやすい、すなわち焼きが入りやすいことを表しています。
また、β‘を使って、各元素の焼入性に対する相対的な寄与度が分かります。
0.1%の炭素(C)変化と0.27%のMnやMoの変化が同等、1%のCrと0.8%のMoの変化が同等のように理解することができます。
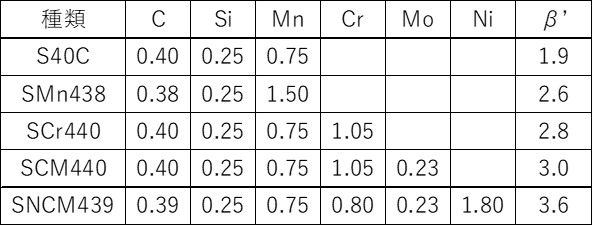
S40Cに対して、類似炭素量の合金鋼のβ‘がどうなるかを表1に示します。
合金量によって増加していますが、図1の縦軸は対数なので、SCと合金鋼ではVc-90が大きく異なることが分かります。
以上、焼入性はほぼ成分によって決まりますが、実際の焼入れ硬さは、合金元素以外に断面形状、断面寸法、断面位置、焼入媒体(水、油など)、結晶粒度などによって変わってきます。
5-2.焼入性に関するJominy試験について知る
焼入性を評価するのに使用される試験にJIS G0561に規定されたJominy式一端焼入方法というものがあります。
これは、試験片の一端から連続して水冷し、冷却後冷却端からの距離によって硬さがどのように変化しているかを記録するものです。
JIS G4052にある、焼入性を保証した構造用鋼材(H鋼)というのは、この距離と硬さの関係がある範囲に入ることを保証した鋼材です。
焼入性のいい鋼材ほど、内部まで焼きが入りやすいため、距離が進んでも硬さ低下が少ないということになります。
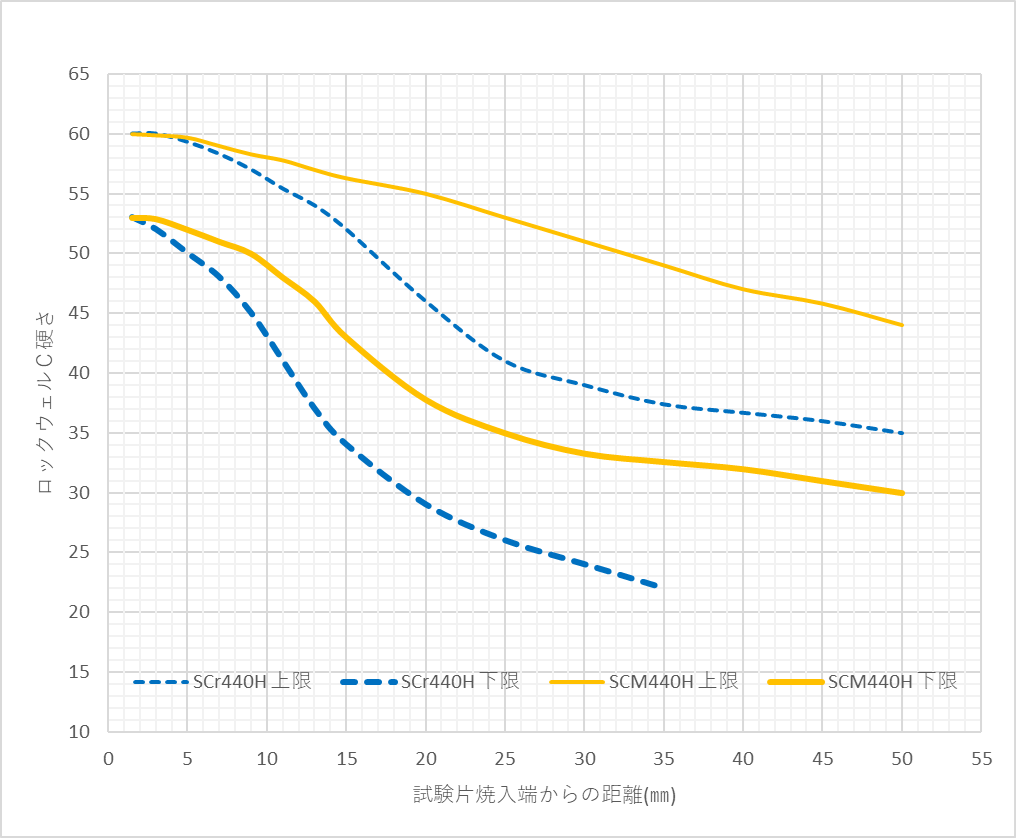
図2はJISから抜粋した表20(SCr440H)の図と表26(SCM440H)の図を同じ図で表示したものです。
SCM440HはSCr440Hに比較し、端部の硬さは同等ですが、冷却端から離れても硬さの低下が少なく、より遠距離まで焼きが入っていることが分かります。
焼入れは表面から冷却されるのですが、冷却端部を鋼板の表面、冷却端からの距離を鋼板表面からの距離と考えると板厚の内部に向かってどのように焼きが入っているかのイメージができます。(ただし、図2はある条件で強水冷した場合の硬さなので、実際の油冷などの場合とは数値は異なります)
6.焼入硬さに影響する断面形状、断面寸法、断面位置、冷却速度の考え方
実際の焼入れ後の硬さを想定する上で、断面形状、断面寸法、断面位置、冷却速度の4つの影響を理解することは設計者にとって非常に重要です。
- 断面形状:丸棒か板か
- 断面寸法:対象物のサイズ
- 断面位置:表面か途中か中心か
- 冷却速度:これが最も重要(上の3つはこれに影響している)
6-1.焼入硬さに及ぼす断面形状の影響について
まず、断面形状についてです。
焼入性はJominy試験で評価できることは前に書きましたが、それでは、実際の鋼材の硬さはどのように考えたらいいのでしょうか。
これは、成分(鋼種)が決まればほぼ焼入れ時の冷却速度で決まります。
鋼板は表面と裏面両方から冷やされますが、板厚中心までは1方向の冷却なのでJominy試験に類似しています。一方、丸棒では周方向に2次元的に冷却されるので中心の冷却速度は早くなります。すなわち、50mmの鋼板とφ50の丸棒では、中心までの距離は同じ25mmですが、丸棒の方が冷却速度は早くなります。
Lamontによると、丸棒の中心と鋼板の中心が同じ硬さになるのは、直径の0.7倍程度となっており、JISでも直径の2/3倍で板厚に換算されます。φ90mmの丸棒と中心が同じ冷速になるのは60mm程度の板厚になります。
t=2/3・d d:直径 t:板厚
この関係は、鋼板の面積が無限大と考えた場合ですが、面積が小さくなると断面からの冷却もあるので、2/3の係数はもう少し大きくなります。
以上が、形状の影響についてです。
6-2.焼入硬さに及ぼす板厚・直径の影響について
次に板厚や直径のサイズ影響について考えます。
板厚や直径が変わると鋼材内各部の冷却速度が変わってきます。板厚が厚かったり、直径が大きいと最表層の冷却速度はあまり変わらないのですが、内部の冷速は遅くなります。いわゆる質量効果と呼ばれるものです。
従って、厚肉のものほど焼入性のいい鋼種を使用し、多少冷却速度が遅くても焼きが入りやすい合金鋼を使う必要があります。
6-3.焼入硬さに及ぼす断面位置の影響について
次に断面位置によって冷却速度がどう変わり、どのような硬さ分布になるかを考えます。
丸棒や鋼板を焼入れすると、表面は冷速が早いので硬さが高くなり、内部にいくほど冷速が遅くなるので硬さが低くなる傾向になります。
そのため、丸棒の場合の直径方向や鋼板の板厚方向の硬さ分布をとるとU字形になります。このためU字カーブと呼ばれたりします。
表面と中心の冷速差が大きい程、焼入性が低い程、より硬さの差が大きくなるので、深いUの字になります。
実際には、各部位での冷却速度によって決まる組織に影響される硬さが反映されています。
この冷却速度によって組織や硬さがどうなるかは、CCT曲線によって理解されるのですが、今回は省略します。
断面硬さ分布がUの字になっていたとしても、中心部の硬さがある程度以上の硬さを有していれば、中心まで焼きが入ったと判断します。これについては後述します。
6-4.冷却速度に影響するその他の要因
焼入れ時の冷却速度は、水焼入れか油焼入れかによって変わり、前者の方が冷却速度は早くなります。
また、冷媒を攪拌するほど冷却速度は早くなります。これは、膜沸騰と呼ばれる鋼材表面に生成する熱伝導の悪い気体の膜を破壊する効果と、冷媒が接触部で温度上昇しないように新たな冷媒を供給する効果によります。
さらに、冷媒の温度が高い方が冷速は落ちるので、冷媒の容量が小さいと冷媒の温度が上昇し、冷速が遅くなる傾向になります。
- 冷媒:水>油
- 液流:攪拌>静止
- 冷媒温度:低>高
- 容量:大>小
7.機械構造用鋼の材質に対する考え方
素材をそのまま使用する溶接構造用鋼の鋼板や丸棒の材質は、基本的に厚さ(径)の1/4の位置での機械的性質が保証されています。全体の強度が平均的に1/4位置で代表されるという考え方です。
一方、機械構造用鋼では、熱処理して使用されるのが基本のため、成分保証がされているだけで、熱処理後の機械的性質は保証されていません。
同じ鋼種(例えばSCM440)でも、サイズによって熱処理後の強度は変わってきますし、どの位置の機械的性質を考えるかで変わってきます。
そういう意味では、設計者の考え方に依存する部分が大きい鋼種だとも言えます。 機械構造用合金鋼の多くは基本的に中心まで焼きを入れて使用されるものです
7-1.中心まで焼きを入れるには
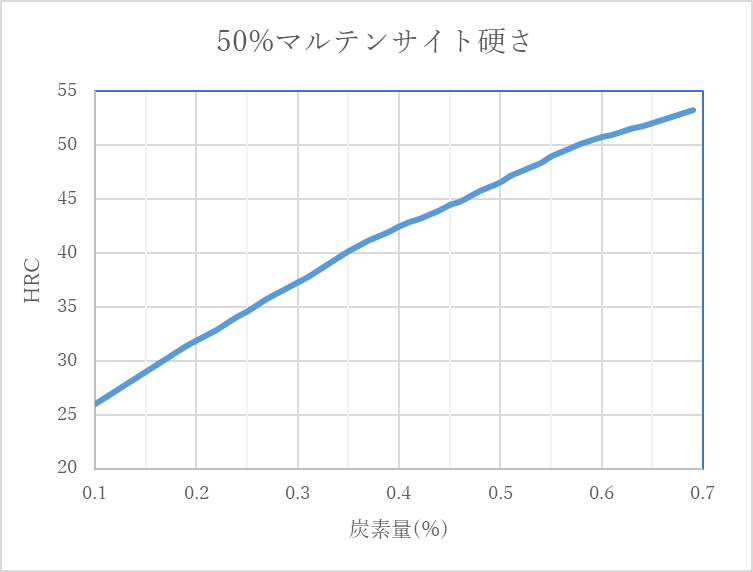
どうなれば、焼きが入ったと判断するかは明確な基準があるわけではありませんが、1つの目安として、丸棒の中心で50%マルテンサイトになった場合を臨界直径とするというものがあります。すなわち、中心で50%マルテンサイト以上になれば全体に焼きは入ったとする考え方です。
図3はASTM A255 Table 7の炭素量と50%マルテンサイトの硬さの関係をプロットしてみたものです。例えばSCM440では炭素量は0.40%なので、HRC42.5程度になります。
簡易的には下記の式で表せます。
HRC=50×[C%]+22
次に、どのような径の場合に、中心部でこの硬さを確保できるかを検討します。
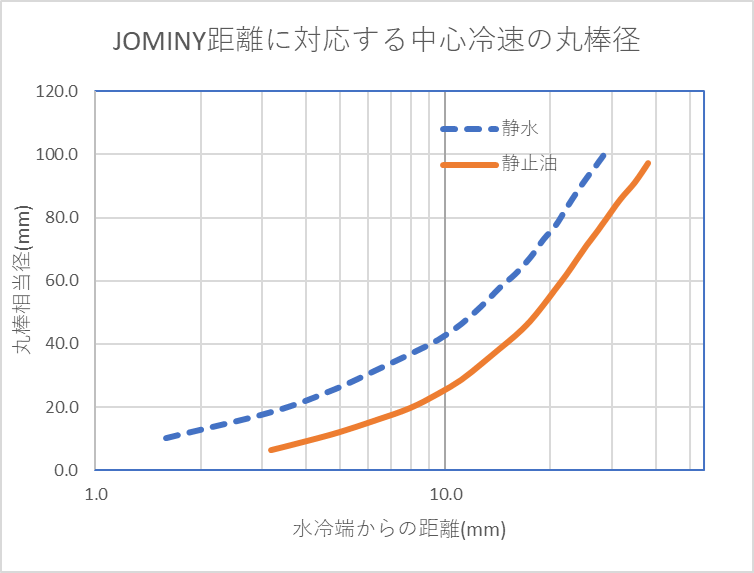
図4は、大和久の本に載っている「ジョミニー距離からφ1~4“丸棒の断面硬さを読む図表」2)の単位をmmに換算し、丸棒中心だけのデータを抽出したものです。あるジョミニー水冷端からの距離の冷速が、どんな径の丸棒の中心の冷速に相当するかの関係を示しています。
2) 大和久重雄:JIS鉄鋼材料入門、P.62
冷却速度は、前に書いた通り、冷媒や攪拌の状況で変わるので、ここでは静水中に焼入れた場合と静止油中に焼入れた場合の例を示しています。
攪拌が激しくなるとラインは左にずれます。油の場合も攪拌が激しくなると左にずれるのですが、Grossmannの提唱した冷却度Hという係数でみても、ずれはせいぜい静水のラインまでなので、油冷の場合はこの2線の間に収まっていると考えられます。
ここまでで、中心まで焼きを入れるための検討データが揃いました。
7-2.簡易的な検討
データを使って実際に出す方法を下記に示します。
- 図3を使って、その鋼材の炭素量から決まる50%マルテンサイトの硬さを決定(簡易式でも可)
- 図2のような各種のJominyカーブから、その硬さがでる、焼入端からの距離を決定(JominyカーブはJIS G4052など参照)
- 図4を使って、その焼入端からの距離に相当する冷速が丸棒中心で得られる直径の決定

7-3.SCM440でどのくらいの径までなら中心まで焼きが入るか
図3のところで述べたように、SCM440なら炭素量0.40%なので、50%マルテンサイトの硬さはHRC42程度となります。
これを図2のSCM440のHバンドの上下限線の中央で見ると、端部から30mm程度になります。中心でこの位置に相当する冷却速度が得られる径までは全体に焼きが入ると考えられます。
この端部から30mmと中心が同じ冷速になる直径は、図4によるとφ90mm程度になります。バラツキを考慮し安全側で見ると、Hバンドの下限をとる必要があり、そうすると図2の端部から16mm、図4でφ60mm弱になります。
同じように、SCr440では、端部から15mm程度しかなく、図4によるとφ50mm程度、安全側でφ30mm程度となります。
HバンドはJIS G4052に各種機械構造用合金鋼のものが載っていますので、それが使えます。
あくまでも概算ではありますが、鋼種選定の一助にはなると思います。
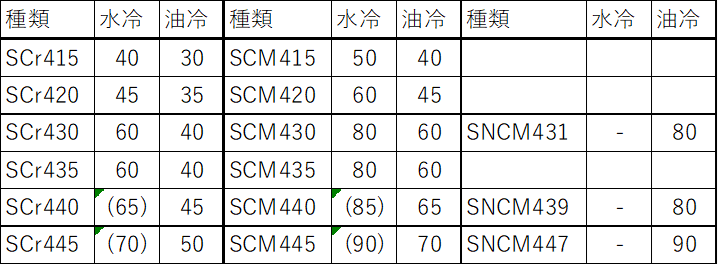
表2は旧JISに載っていた機械構造用鋼の機械的性質を保証しうる最大径の抜粋を示したものです。この径は、後で述べる図5の硬さや、表3の引張試験値を保証できる数値で必ずしも中心の材質実績を反映したものではありません。
この表では、SCM440ではφ65mmで、上記の簡易検討の安全側の数値に近くなっています。 上記のような検討をしなくても、この表で使える棒径はおおよそ検討がつきます。
8.実際に使われる焼入れ焼戻し後の各種構造用鋼の材質について
これまで、焼入れ後の硬さを中心に書いてきましたが、ここで、焼戻しについても触れておきます。
今回のテーマである機械構造用合金鋼は、
- 低炭素(≦0.2%):焼入+低温焼戻し
- 中炭素(0.3%~0.5%):焼入+高温焼戻し
が前提になります。
8-1.高温焼戻しの硬さへの影響
そもそも焼入れままでは、
- 硬さは高いが、靭性が低い
- 組織的に安定していない
- 内部応力が残留している
ので、焼戻して使うのが前提になります。標準的には550~650℃前後です。
焼戻し後の硬さは、焼入れしたままの硬さより低下します。どれだけ低下するかは、初期硬さや鋼種によって変わってきます。
Moを添加したSCMなどは、焼き戻し後の硬さ低下が小さくなる傾向です。
同じ成分でも焼入れ後の硬さの高い方が、軟化が大きくなる方向です。
焼戻し温度が高い方が硬さ低下は大きくなります。従って、焼戻し温度によって多少の硬さ調整は可能ですが、標準条件を大きく外れて処理するのは脆化域があったりするので、慎重な検討が必要です。
8-2.低炭素系での低温焼戻しでの使い方
炭素量が0.20%以下の低炭素系機械構造用鋼では、焼入れ後、150~200℃の低温焼戻しをして使われます。
これは、低炭素領域では
- 焼入れ後の硬さがさほど高くないため、高温で焼き戻すと硬さ(強度)が下がりすぎ、焼入れた意味がなくなる
- 低温焼き戻しで内部応力の緩和、靭性の改善、遅れ割れのリスク回避が十分図れる
- 強度低下を最小限に抑えられる
など強度と靭性のバランスがいいことによります。
8-3.各種構造用鋼の実際の硬さデータ例
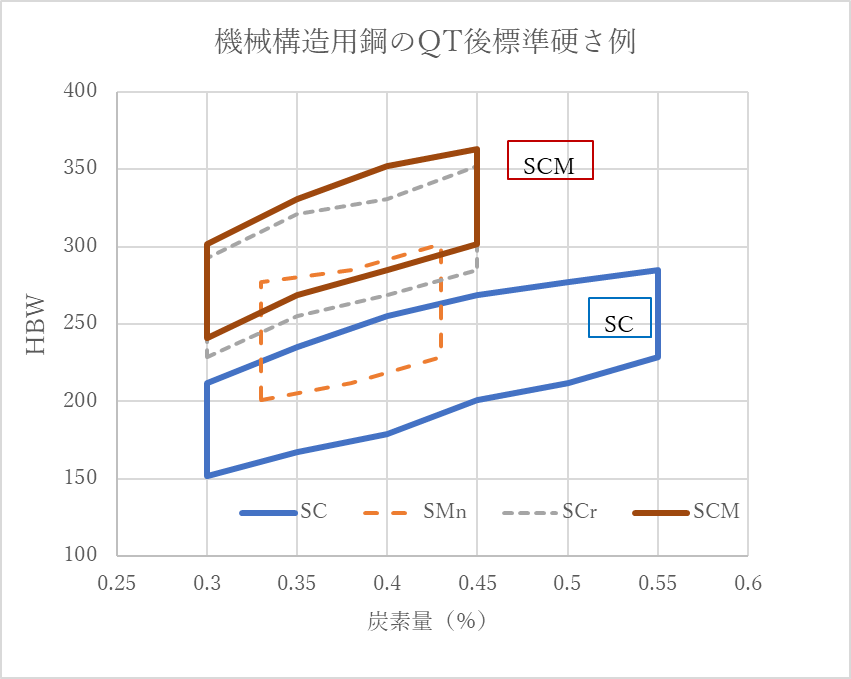
図5は中炭素系の機械構造用鋼を標準的な焼入れ+高温焼戻し(QT)条件で処理したあとの硬さについて、JISハンドブックに参考情報として載っている実験データをグラフ化したものです。
炭素量が増えると硬さが増し、合金添加で同じ炭素量でも硬さが増していることが分かります。
ここで重要なのは、JISにも注意点として書いてある通り、これらのデータはあくまでもφ25の丸棒の標準熱処理条件での結果であり、条件が異なれば変わりうるデータのため、数値だけをうのみにしてはいけないことです。
(例えば、標準的な焼入れ処理の冷却媒体は、SCでは水、その他は油になっています。同じ熱処理条件なら、径が太くなれば、数値は下がる方向です。)
丸棒の径が100mmを超えるような場合、合金のたっぷり入ったSNCM630のような鋼種の選択もありますが、高価で汎用性も低いため、内部の材質偏差をどのように考えるかも重要になります。
設計者はどの位置でどれだけの強度、硬さ、靭性が必要かを考慮して鋼種を選ぶ必要があります。
負荷が曲げやねじれの用途では、中心部の応力は小さいので必ずしも中心まで焼きの入っている必要がない場合もあり得ます。
9.焼入れ焼戻し以外の熱処理での使い方
9-1.焼ならし・焼入れ焼戻し・浸炭の違い
機械構造用鋼は熱処理とセットで考えないと意味がありません。
- 焼ならし前提 → 機械構造用炭素鋼(SC鋼) 材質安定性・均質性重視
- 調質前提 → 機械構造用炭素鋼、機械構造用合金鋼 焼入性・靭性
- 浸炭前提 → 低炭素系機械構造用合金鋼(肌焼鋼) 低C(≦0.2%)+合金元素
設計段階で
「最終的にどの部分でどんな材質を要求し、どんな熱処理をするのか」
を決めないで鋼種だけ決めても
- オーバースペック
- 無意味な合金添加
につながります。
9-2.焼ならししての使い方
SC材は焼きならしして使うこともあります。これは、炭素含有による硬さ上昇効果を使うもので0.5%CでHBW200程度になります。焼入れ焼戻しほどの硬さにはなりませんが、空冷のため、焼入れと違ってマスが大きくなっても冷速の変化は大きくなく、靭性含めて安定した材質になります。
機械構造用合金鋼は、焼入れ焼戻しして使うのが基本になり、焼ならしして使うことはしません。
9-3.浸炭しての使い方(低炭素系)
上に書いた通り、低炭素系機械構造用合金鋼は母材の炭素量は0.2%以下と低いのですが、浸炭焼入れして、表面だけ硬くして内部は硬さが低く、靭性を有しているというように使います。
表面が摺動などにより摩耗しやすい用途や疲労強度を要求される場合に使われます。
一般的な工程は、
- 900℃くらいでガス浸炭
- そのまま拡散工程として炭素濃度勾配を緩やかに
- 50℃ほど下げた温度(850℃程度)から焼入れ(どぶ付け)
- 150~200℃の低温焼き戻し
となります。
浸炭後の熱処理で内部も熱処理されますので、素材は熱処理している必要はありません。
複雑な表面形状に対しても対応できますので、ギヤなどに適用されます。
9-4.高周波焼入れしての使い方(中炭素系)
表面を硬くするという使い方に高周波焼入れというものもあります。内部に比べて表面の硬さが高いという意味では、似ているのですが、高周波焼入れは炭素量が0.35~0.5%程度の中炭素鋼に対して実施されます。
- 素材は焼入れ焼戻し(内部は硬さと靭性を有す)
- 表面を高周波で急速加熱後、コイルに隣接したノズルからスプレー冷却(焼入れ)
- 低温焼き戻し(残留応力を除去)
表面だけの焼入れになるので変形は小さくなります。硬化深さは深くできやすいのですが、硬さレベルは浸炭には及びません。
単純な形状向きなので、シャフト・ピン・ロッドなどに適用されます。
10.設計で必要な強度と靭性、疲労特性
10-1.壊れ方から逆算する
設計者は過去の実績から何が重要かを判断する必要もあります。
- 折れる部品 → 静強度不足
- ある日突然破断 → 靭性不足
- いつの間にか割れる → 疲労
これらも考慮の上、対策を取っておくことが必要です。
10-2.引張強さはどのくらい?
ここまで、硬さを中心に書いてきましたが、設計上は強度が重要です。
強度は硬さと相関関係があり、ある程度換算して評価することができます。
図6は古いJISハンドブックに載っている硬さ換算表を使って、HBWやHRCに対して、引張強さがどの程度になるか図示したものです。
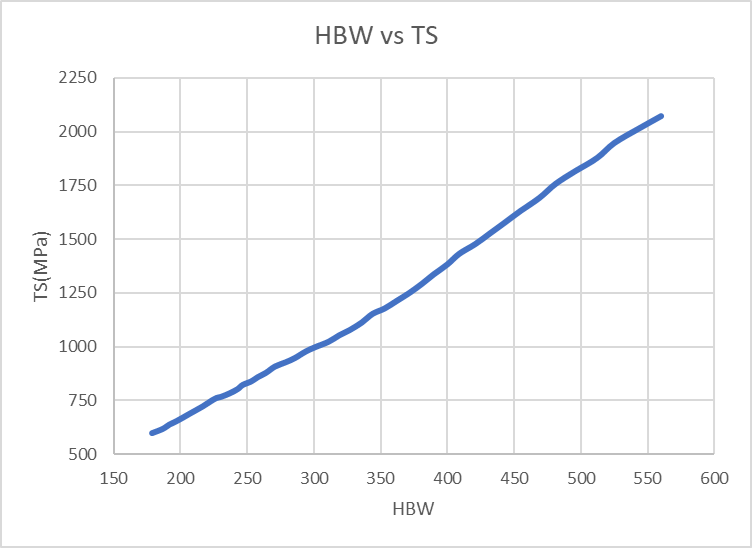
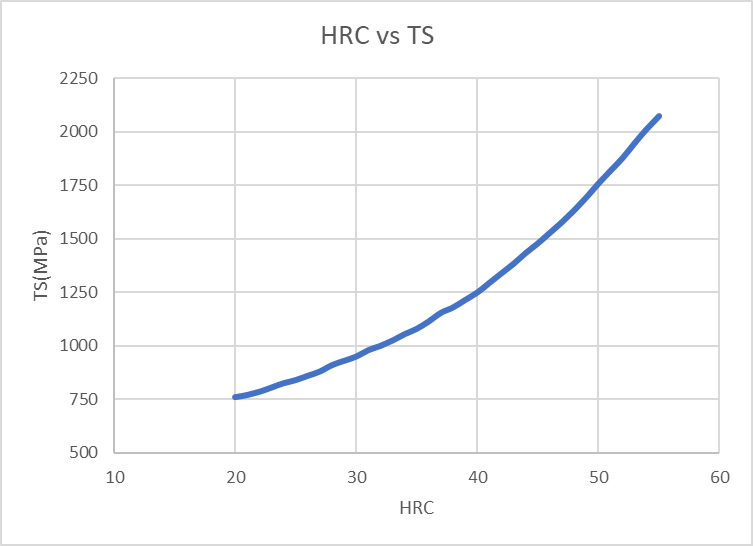
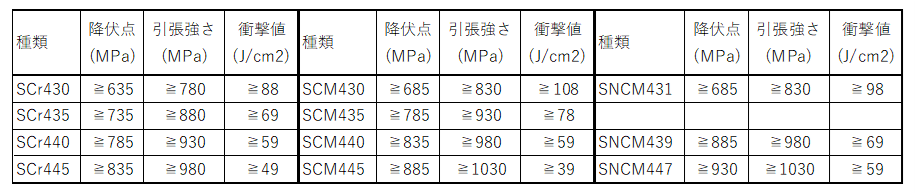
表3は、JISハンドブックに参考として載っている、引張試験と衝撃試験のレベルを記載したものです。
硬さのところでも述べた通り、φ25の標準熱処理条件の結果を反映したものなので、この数値が他の熱処理条件や径で適用できるものではありませんが、焼きが入った状態での参考にはなります。
引張強さを考える上で、前から書いているように、丸棒全体の平均強度を考えるのか、1/4部の強度か、中心の強度かで考え方が違ってきますが、合金鋼でも径が太くなると中心の硬さが下がるとともに、1/4部と中心の差は小さくなってきます。そういう意味では、径が小さい場合は中心、径が大きい場合は1/4でも中心でも大差ないともいえます。
硬さの実績から、換算によって各位置での引張強さは推定できます。
10-3.靭性はどこまで必要か
機械構造用合金鋼では、溶接構造用鋼と違って、拘束条件が厳しくなく、使用温度も常温中心のため、一般には靭性要求はありません。
一部、安全重要部品や衝撃の加わる用途等で必要となる場合は、想定外の靭性低下が起こっていないように、焼きを十分入れ、焼戻し脆化の起こらない条件で焼戻すことが有効です。Moの添加は、焼戻し脆性に対しても有利になります。
完全焼入れ+焼戻しした状態では、硬さと靭性は逆比例しますが、焼入れが不十分で、マルテンサイトの生成が少なくなると強度が下がっても靭性が十分でなくなることがあります。強度も低く、靭性も低いという状況になります。
中心まで焼きを入れて使用すれば懸念は少ないですが、太径などで中心部の焼きが不十分な状態で使用する場合、靭性レベルを評価しておくことが必要です。
表3には、衝撃値のレベルも載っています。
この靭性についても、あくまでもφ25の標準熱処理条件の結果を反映したものなので、焼きが不十分だとこれよりも下がることは十分ありえます。
また、この表は設計上の必要靭性を記載しているわけではなく、実績をもとにしたデータ例であることに注意は必要です。
さらに、衝撃試験はUノッチの結果であり、単位も1cm2当りなので、溶接構造用のVノッチと比較するには約0.27倍する必要があります。
10-4.疲労をどう考慮するか
繰り返し荷重がかかる場合に、表面から亀裂が入り始めやがて進展して、破断に至ることがあります。これを疲労による破壊といいます。
疲労限と呼ばれる、その鋼材に特有なある応力以上が繰り返しかかるとこの現象が顕著になります。
疲労対策をまとめると下記の通りです。
- 強度余裕: 疲労限の上昇(ただしHRC45を超えると悪化する場合があるので注意)
- 応力集中緩和: 設計により局部的な応力集中の緩和
- 表面硬化: 高周波焼入れや低炭素の肌焼鋼での浸炭焼入れによる表面硬化
- 残留圧縮応力: 表層焼入れやショットピーニングによる残留応力付与
- 平滑表面: 表面粗度の細かい方が疲労強度高い
- 均一組織: 焼きが不十分な組織よりも焼きの入った均一組織の方が有利
11.SCMと他の合金鋼との比較
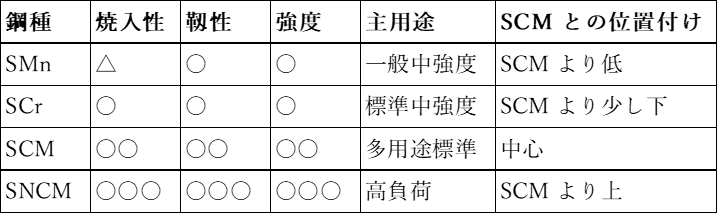
11-1.主な機械構造用合金鋼の種類と SCM との比較
JIS G4053「機械構造用合金鋼鋼材」に含まれる代表鋼種について、比較します。
1)SMn(マンガン鋼)
主な特徴
- 強度・降伏点が上がり、靱性の低下は抑えられる。
- 焼入性/焼入れ深さはSCよりやや良いが SCM より低い。
設計的使いどころ
- 焼入性を必要としない
- 機械構造用の中低強度部材
- 靱性を保ちながら強度を少し上げたい軸・シャフト
SCM との違い
- SCM より安価で加工性が良い
- ただし焼入性・高温強度は低い
流通性
- 自動車・建機・一般機械部品向けに流通あり。
設計ポイント
SCM を使うほど強度・焼入れ深さが必要ないときに選ぶ、ローコスト合金鋼。
2)SCr(クロム鋼)
主な特徴
- Cr 添加により焼入性・焼入硬さが改善された鋼。
- 多くは中程度炭素・中程度焼入性。
設計的使いどころ
- SCM よりやや低めの強度と焼入性で十分な部品
- 機械構造用軸・ピン・中強度ギヤ
SCM との違い
- SCM のように Mo を含まないため
- 焼戻し時の軟化抵抗は低い
- 高温靱性は SCM より劣る
流通性
- 多くの鋼種が標準鋼として流通している。
設計ポイント
SCM よりひとつ下の焼入性・強度帯の標準鋼として選ばれる。
3) SNCM(ニッケル–クロム–モリブデン鋼)
主な特徴
- Ni + Cr + Mo を含む、最もバランスの取れた機械構造用鋼。
- 高強度・高靱性・焼入れ性・高温焼戻し耐性を両立。
設計的使いどころ
- 大径部品・高応力部品・疲労荷重・衝撃荷重向け
- シャフト・ドラム・重負荷ピン
(設計者が SCM から次に上げるべき鋼)
SCM との違い
- SCM も強さ・焼入れ性は高いが
- Ni 添加により靱性・低温特性がさらに良い
- Mo による焼戻し余裕幅が広い
- Ni添加のため価格は高い
まさに SCM の上位互換と位置づけられる。
流通性
- 標準鋼材として広く流通(鋼線・鋼棒)。
設計ポイント
疲労・衝撃・高温焼戻し余裕が必要な場合の選択肢。
他に、SMnC、SNCや窒化を前提にしたSACMなどもありますが、ここでは省略します。
11-2.流通性について(実務者の視点)
- SCM/SNCM/SCr/SMn はいずれも流通していますが、丸棒以外の鋼板等では限定されていたり、炭素量は限定される場合があります。
- 鋼板での流通が多いのは、SCM440になります
12. 調達・コストを含めた現実解
12-1.設計者が無視できない要素
理想的な鋼種でも、
- 納期が長い
- 在庫がない(流通していない)
では使えません。
機械構造用合金鋼は、規格上は種類も多く、炭素量により、細かく分類されています。
従って、設計上、最も有効な鋼種は限定できますが、実用上(図面上)は流通量の多いものを中心に選定しておくべきです。
硬さ指定が必要な場合は、どこの位置でどれだけの硬さが必要かの上下限を指定するのが適切です。
また、実際に硬さの測定にあたって、
- 製品の内部の硬さを指定→試験用のダミー品を準備して破壊試験を実施
- 表面の硬さで代用
- 冷却速度を測定し換算する
- 工程保証とする
などのどれにするのかも決めなければいけません。
特に、肉厚の大きな製品の場合はダミー品を用意するのはコストが跳ね上がります。
用途にもよりますが、中心硬さの希望レベルを指定した上で、工程管理+表層試験(熱処理の記録+表層の硬さ)で代用するのが現実的だと思います。その場合、表層の硬さ範囲は中心とは異なる数値になります。
熱処理記録については、
- 加熱温度・時間
- 焼入時の攪拌の程度、油冷時間
- 焼戻し温度・時間
なども管理しないと本当の意味で、中心まで希望通りの硬さになっているかの判断はできません。
熱処理会社をどこまで管理するかは、重要なポイントになります。
13.よくある鋼種選定ミスと回避策
SCMは非常にバランスの良い鋼種ですが、「SCMだから大丈夫」という思考停止が、設計ミスを生むことも少なくありません。ここでは、実務で発生する典型例を整理します。
13-1.強度だけを見て鋼種を決めてしまう
典型的な失敗
- 必要引張強さだけで鋼種を選定
- 焼戻し温度を考慮しない
- 「同じ強度なら同じ材料」と誤解
何が起きるか
- 低温焼戻しで無理に強度を出す
- 靱性・疲労寿命・ばらつきが悪化
- 割れやトラブルが後工程で顕在化
回避策
- 強度は「焼戻し温度で確保」する
- 同じ強度なら、より高温焼戻しできる鋼種を選ぶ
13-2.断面寸法を無視した鋼種選定
典型的な失敗
- 直径や板厚を後回しにして材料だけ決定
- 焼入性だけで「焼きが入る」と判断
何が起きるか
- 中心までマルテンサイトにならない
- 焼戻し後も中心強度・靱性が不足
- ロットばらつきが大きくなる
回避策
- 鋼種 × 寸法 × 形状をセットで評価
- 丸棒と鋼板で冷却条件が違うことを前提に考える
13-3.熱処理を「後工程任せ」にしてしまう
典型的な失敗
- 図面には鋼種だけ記載
- 熱処理条件は現場判断
- 硬さ規定のみで性能を担保しようとする
何が起きるか
- 現場ごとに異なる解釈
- 焼戻し温度・保持時間が最適でない
- 設計意図と実際の性能が乖離
回避策
- 設計段階で熱処理の前提を定義
- 硬さ保証位置、硬さレベルなどを明記
- 硬さ規定の意味を設計側が理解する
13-4.必要以上に高強度化してしまう
典型的な失敗
- 「念のため」ワンランク上の鋼種
- 安全率を強度で吸収しようとする
何が起きるか
- 靱性低下
- 疲労寿命の低下
- 加工性・コスト・調達性の悪化
回避策
- 安全率は材料強度ではなく設計で確保
- 強度は「必要十分」にとどめる
- 焼戻し余裕を持たせる鋼種選定
14.SCM440など機械構造用合金鋼のまとめ
ここまでの内容を、設計段階で必ず立ち返るツールとしてまとめます。
14-1.設計段階チェックリスト
鋼種を決める前に、以下をすべて把握できていますか?
① 使用条件
- ☐ 静荷重か、疲労か、衝撃か
- ☐ 使用温度範囲(低温・昇温)
② 要求性能
- ☐ 必要なのは表面強度か、中心強度か
- ☐ 強度は最低値か、保証値か
③ 寸法・形状
- ☐ 丸棒/鋼板のどちらか
- ☐ 最大断面寸法はどこか
④ 熱処理前提
- ☐ 焼入焼戻しか、表面硬化か
- ☐ 焼戻し温度を想定しているか
⑤ 管理方法
- ☐ 硬さ規定の目的を理解しているか
- ☐ 硬さ規定をどうやって保証するか
- ☐ 現場で再現可能な条件か
これらがそろって初めて、鋼種選定が可能になります。
14-2.鋼種選定の思考フロー(設計者用)
- 必要な焼戻し後強度(硬さ)を決める
- その強度を「高温焼戻し」で出せる鋼種を候補に
- 断面寸法・形状から焼入性を確認
- 中心まで組織が成立するか評価
- 熱処理条件を含めて成立性を判断
- 最後にコスト・流通性・加工性を確認
【材料名を決めるのは、常に最後】
機械構造用合金鋼の選定で重要なことは
材料を選ぶことではなく、
強度・熱処理・寸法・ばらつきまで含めて
「成立する状態」を設計することです。
SCMは便利な鋼種ですが、正しく使ってこそ安心な材料になります。
15.クマガイ特殊鋼が機械構造用合金鋼で選ばれる理由
- 豊富な在庫(SCM415,SCM420,SCM435,SCM440,SCr,SNCM他)
- 過去の経験(失敗含む)から学んだノウハウの蓄積
- 切断・機械加工・熱処理対応可(部品図面を丸投げでOK)
- 炭素鋼ふくめた用途に最適な材料選定の相談対応
16. FAQ
Q. SCM435およびSCM440とはどんな材料ですか?
A. 機械構造用合金鋼の1種で、Cr・Moを含有し、強度・加工性・コストのバランスに優れた汎用材です。焼入焼戻しをして使われます。詳細は本文11項などを参照ください。
Q. SCM435とSCM440の違いは何ですか?
A. 炭素量の狙いが0.35%と0.40%であり0.05%の違いはありますが、Cr・Mo量は同じで焼入性・強度・靭性の実務差はほとんどありません。用途上はほぼ同等と考えて問題ありません。
Q. SCM440とSCM440Hの違いは?
A. SCM440HはJominy試験で焼入性を保証した鋼材です。SCM440は試験は実施していませんが、成分が保証されているので同等の焼入性を有していると考えられます。
Q. SCM435・SCM440とS45Cの違いは?
A. SCM435、SCM440はS45Cに比べ、Cr・Moの合金添加により焼入性が高くなっています。鋼材の厚、径が大きくなるほど、内部まで焼きを入れるために合金鋼が使われます。直径が20mm以下くらいならS45Cでも内部まで焼きは入ります。S45Cは太径で焼きならしして使われることもありますが、強度的にはSCM440の焼入焼戻し材には及びません。
Q. SCM440は熱処理(焼入れ焼戻し)しないで使用してもいいですか?
A. 場合によっては可能ですが、強度・靭性上も合金添加の意味がほぼ無くなり推奨できません。強度要求が高い部材に、焼入焼戻しして使うようにしてください。
Q. SCM440は溶接して使えますか?
A. SCM440はもともと溶接を前提に作られた鋼材ではなく、非常に割れやすい材料です。炭素量が高く焼入性も高いため、予熱・低水素溶材・後熱などの管理が必須です。補修溶接などでは使われますが、構造物として“溶接前提”で設計する材料ではありません。
Q. SCM420は溶接して使えますか?
A. SCM420も、溶接を前提に作られた鋼材ではありませんが、SCM440などに比べると、割れ感受性は低くなります。それでも割れやすい材料ですので、予熱・低水素溶材・後熱などの管理を前提にすれば、溶接することは可能です。
鋼材や加工についてお悩みがあれば
お気軽にお問い合わせください
CONTACT.01
お見積り依頼
定尺や切板のお見積りはもちろんお手持ちのCAD図面や資料を元にお見積もりも可能です。
CONTACT.02
鋼材なんでも相談BOX
メール・電話・Web会議で、
特殊鋼や加工のことにお応えします。
FAQ
よくあるご質問
過去にいただいた様々なお問い合わせやよくあるご質問を掲載しています。